 Europe
Europe  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  Asia
Asia  الشرق الأوسط
الشرق الأوسط  Matériaux
Matériaux  Articles
Articles  Livres blancs & guides
Livres blancs & guides  Témoignages & Études de cas
Témoignages & Études de cas  Webinaires
Webinaires  Cours en ligne
Cours en ligne  Outils
Outils En tôlerie, les coûts de production globaux dépendent à la fois du prix des matières premières et des frais d’usinage, les premiers ayant l’impact le plus important. C’est pourquoi l’imbrication des pièces dans le fichier de conception est une étape cruciale dans la réalisation d’un projet en tôlerie.
En quoi consiste cette imbrication pour les découpes en tôlerie ?
Dans le cadre de la fabrication industrielle, le verbe « imbriquer » implique de réaliser plusieurs pièces à la fois à partir d’une unique feuille de tôle, ce qui permet d’optimiser la production, notamment en réduisant le taux de déchet. Cette pratique est communément employée dans l’industrie pour contrôler les coûts et diminuer la quantité de déchets produits.
Le transfert de fichiers DXF est la méthode préférée pour nos services de découpe en tôlerie. Des logiciels CAO spécialisés sont capables de procéder automatiquement à l’imbrication des pièces et à l’export du DXF nécessaire à la poursuite des opérations.
Comment fonctionne l’imbrication ?
Comme mentionné plus haut, le fait d’imbriquer les pièces permet de réduire les coûts en diminuant la consommation de matières premières. Considérons les deux cas ci-dessous.
Dans quels cas l’imbrication est-elle efficace ?
L’imbrication est efficace quand les différentes pièces concernées ont des formes qui correspondent bien entre elles.
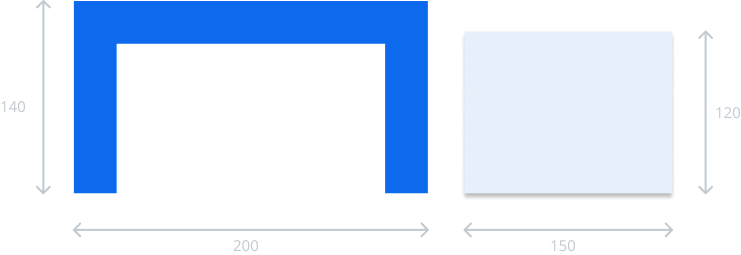
La surface totale nécessaire pour produire les deux pièces représentées ci-dessus serait de 140 x 200 + 150 x 120 = 46 000 mm².
Le coût estimé par notre algorithme serait alors calculé selon une surface de 46 000 mm² prise dans le matériau choisi, comme l’acier inoxydable 304 (X5CrNi18.10). Supposons que le coût de 100 mm² d’un tel matériau soit de 0,50€, le montant total serait alors de 230€.
Mais en regardant de plus près, on constate que l’on peut faire rentrer la seconde pièce dans la première.
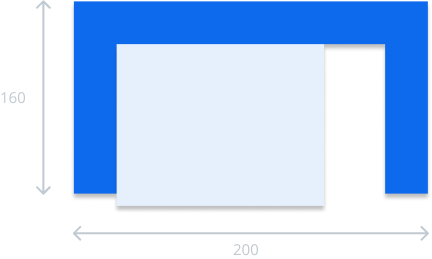
Dans ce cas-là, la surface totale ne serait plus que de 32 000 mm², ce qui représente une économie de 14 000 mm² pour le matériau choisi, soit un gain de 70€. Une illustration simple de comment l’imbrication permet d’économiser à la fois sur la matière première et sur les coûts.
Dans quels cas l’imbrication est-elle inutile ?
Tenter d’imbriquer entre elles des pièces dont les formes sont trop divergentes n’aura pas la même efficacité.
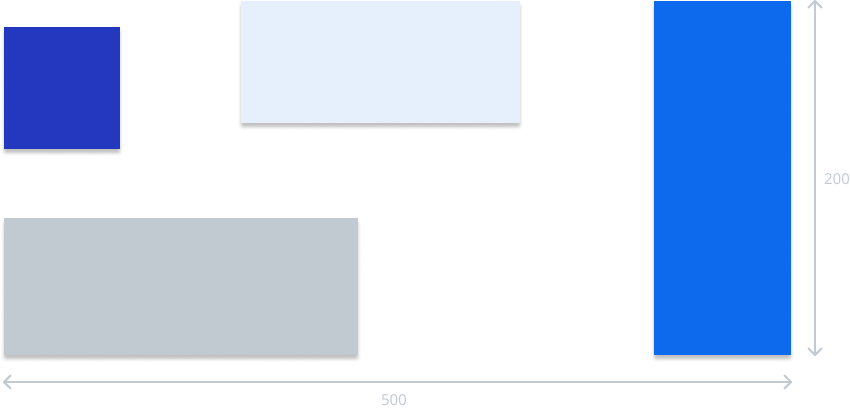
Considérons l’image ci-dessus. Imaginons que le projet nécessite ces quatre rectangles qui, espaces compris, occupent une surface de 500 mm par 200 mm, pour un coût évalué à 0,50€ par 100 mm² d’acier inoxydable 304. Cela nous donnerait un tarif de 500€ par série.
Si l’on tente d’imbriquer les pièces en supprimant les espaces entre elles, on obtient quelque chose comme la figure ci-dessous :
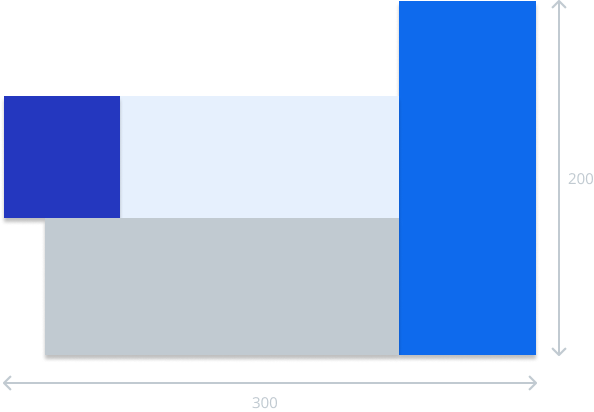
La surface totale est maintenant de 60 000 mm². Avec le matériau choisi, le prix serait normalement de 300€ par jeu de composants, mais en l’occurrence, il restera à 500€ car l’algorithme évalue à la fois les pièces et la conception du projet pour estimer l’utilisation des matériaux.
En gros, si les bords de chaque pièce (ou composant) prise individuellement n’occupent pas le même espace, l’imbrication n’aura aucun effet.
Xometry et les fichiers imbriqués pour les découpent en tôlerie
Comme mentionné précédemment, la meilleure façon de créer des fichiers imbriqués pour la tôlerie est d’avoir recours à un logiciel CAO dédié capable de convertir automatiquement un modèle standard vers un modèle imbriqué, dans un fichier DXF. Quand vient le moment de faire faire un devis pour vos pièces imbriquées, il vaut mieux garder à l’esprit les avantages et recommandations suivantes :
Avantages des fichiers imbriquées :
- Permet d’ouvrir un devis pour plusieurs pièces sur une seule ligne au lieu d’avoir une ligne par pièce
- Permet d’éviter l’import de plusieurs modèles ou configurations
- Permet d’éviter les configurations fastidieuses en sélectionnant le matériau, les traitements et les autres options pour une seule ligne d’article
Précautions à prendre avec les fichiers imbriqués :
- Toutes les pièces imbriquées doivent être du même matériau, avec la même épaisseur et soumises aux mêmes traitements
- Les pièces doivent être soigneusement imbriquées selon le processus d’inspection formel tel que mentionné dans le rapport de mesure des dimensions. À ce titre, importer un dessin 2D pour chaque composant peut être un atout pour faciliter les inspections
- Dans le cadre de la découpe au laser, il faudra veiller à conserver une marge de 6,5 mm, avec un espacement de 0,8 mm entre chaque pièce
- Afin d’éviter de perdre certains composants imbriqués de fabrication complexe et délicate (ou simplement trop petits), il est recommandé d’ajouter des pattes de rupture sur toutes les pièces inférieures à 50 mm
Les bonnes pratiques pour créer un fichier DXF imbriqué dans le cas des projets de tôlerie
1. Rectifier les erreurs de conception habituelles
Il est crucial d’éliminer soigneusement les erreurs de conception potentielles qui pourraient aboutir à un fichier inutilisable, lequel participerait à ralentir l’intégralité du processus de production. Les corrections opérées en phase de conception ont un coût minime, comparées à celles qui devront être faites en phase de fabrication.
C’est pourquoi il vaut mieux créer un fichier vierge de toute erreur avant de le transférer pour l’établissement du devis et le lancement de la production. Les erreurs les plus fréquentes sont listées ci-dessous :
- Présence d’éléments dupliqués : lignes, courbes, points, etc.
- Présence d’annotations à retirer : cartouche, notes et dimensions
- Géométrie ouverte : courbes ouvertes, lignes disjointes, etc.
- Présence de lignes dont la longueur est inférieure à zéro
Astuce : les modèles devront être exportés sous forme de polyligne (lignes polygonales) pour garantir que tous les éléments de la géométrie sont bien fermés. Toujours s’assurer que les éléments extérieurs à la géométrie (texte, titres, lignes auxiliaires) soient bien retirés.
2. Éviter l’utilisation des splines
Les splines sont souvent utilisées en CAO, notamment pour produire des géométries complexes (comme les engrenages). Cependant, les bancs d’usinage CNC fonctionnent en G-Codes et ne comprennent, de fait, que les mouvements linéaires ou circulaires.
Les splines sont alors interprétées comme des arcs ou des lignes, ce qui entraîne une perte tant au niveau de la précision que de l’exactitude dimensionnelle.
Astuce : dans la mesure du possible, il faudra remplacer toutes les splines du modèle par des lignes ou des arcs. Le fichier devra être exporté en polylignes et non en splines.
3. Maintenir un espacement entre les pièces
Il est recommandé de maintenir un espacement entre les pièces afin que ces dernières puissent être correctement découpées malgré l’imbrication. La largeur des entailles (« kerf »), comme la quantité de matériau retirée dans le processus de découpe, doivent être prises en compte.
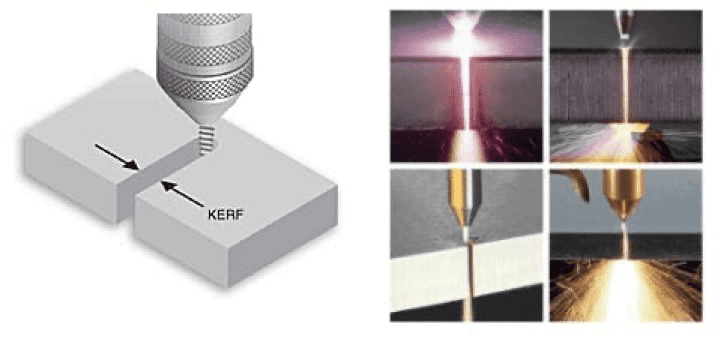
La largeur des entailles peut varier selon le procédé utilisé, mais les quelques règles suivantes peuvent donner une indication :
- Entaille pour la découpe au laser : de 0,08 à 1 mm
- Entaille pour la découpe au plasma : de 2 à 3 mm
- Entaille pour la découpe au jet d’eau : 0,76 à 1,02 mm
4. Ajouter des pattes de rupture pour les petits composants
L’ajout de pattes de rupture pour les petites pièces ou celles dotées d’une géométrie complexe et délicate permet de réduire les pertes imputables aux dommages subis par les pièces en question au cours de la fabrication. Elles aident également à maintenir les pièces fixées à la tôle après la découpe, ce qui peut être utile quand on a à faire à un matériau très fin auquel on doit faire subir certains traitements de surface.
Astuce : il est recommandé d’ajouter des pattes de rupture sur les pièces dont la taille est inférieure à 50 mm, ou qui comportent des éléments d’une facture délicate. Des pattes de 0,05 mm devraient suffire pour la plupart des pièces.
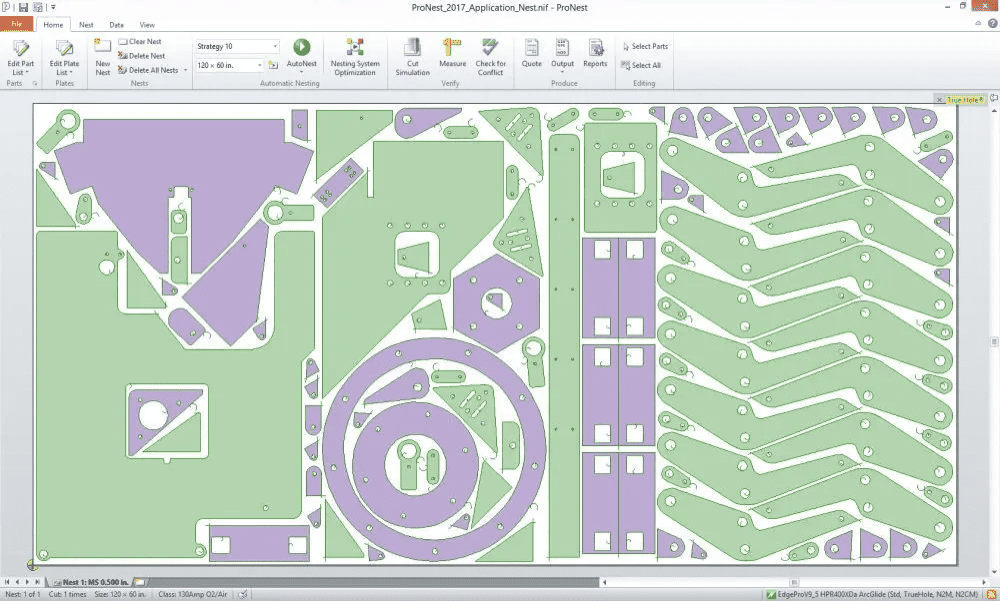
5. Optimiser les composants pour le logiciel d’imbrication
Les fonctions d’imbrication automatiques ou les logiciels dotés d’outils d’optimisation dédiés, comme Autodesk Fusion 360 (télécharger l’extension Xometry) ou ProNest peuvent aider à concentrer le maximum de pièces dans l’espace disponible.
Ces logiciels sont aussi capables de faire tenir ensemble des pièces à la forme complexe, ce qui est beaucoup plus difficile à faire à la main. Il est recommandé d’exporter le fichier de fabrication au format DXF, une fois l’optimisation terminée.
Astuce : de nombreux logiciels de CAO parmi les plus courants disposent de fonctions pour imbriquer des pièces. Il faudra s’assurer que c’est bien le cas du logiciel utilisé ou, à défaut, utiliser un logiciel spécialisé pour imbriquer facilement les fichiers.
Préparez vos fichiers CAO avant de les importer en ligne
Le fait d’imbriquer les pièces réalisées en tôlerie permet de simplifier considérablement la commande, tout en réduisant l’usage de matière première et en diminuant les coûts. Un fichier DXF exporté aura toujours l’avantage de simplifier l’estimation des coûts. Importez vos fichiers sur la plateforme de devis instantané de Xometry afin de recevoir en quelques secondes un devis pour vos projets de découpe en tôlerie.
