 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  Asia
Asia  الشرق الأوسط
الشرق الأوسط  Libreria di Materiali
Libreria di Materiali  Articoli
Articoli  E-book & Guide
E-book & Guide  Storie & casi di produzione
Storie & casi di produzione  Corsi
Corsi  Strumenti
Strumenti Le parti polimeriche stampate a iniezione spesso richiedono una finitura per l’uso finale. Per lo stampaggio a iniezione sono disponibili diverse opzioni di finitura superficiale che personalizzano la struttura, l’aspetto, la sensazione al tatto e altre caratteristiche superficiali delle parti. Si tratta di una considerazione progettuale importante, non solo per il lato cliente, ma anche dal punto di vista dei progettisti e degli ingegneri in quanto essenziale nella progettazione degli stampi.
Necessità di finitura superficiale
La maggior parte degli stampi sono ricavati dall’alluminio e/o dall’acciaio e la parte stampata erediterà anche la più piccola imperfezione presente sulla superficie dello stampo. I segni di lavorazione lasciati dalle frese terminali verranno perciò riportati sul pezzo stampato se non vengono rimossi con tecniche di sabbiatura o lucidatura. In molti casi, soprattutto nelle parti interne di un componente non visibili a occhio nudo, i segni dell’attrezzatura possono essere lasciati sullo stampo non incidendo sulla funzionalità o sull’estetica del pezzo.
Le superfici visibili, tuttavia, necessitano di una finitura aggiuntiva. Quasi tutti gli stampi sono trattati superficialmente in una certa misura, ma quanto maggiore è la lucidatura necessaria, tanto maggiore sarà il costo dell’attrezzatura dello stampo e il tempo per completarlo.

Fattori principali che incidono sulla finitura
La finitura superficiale nello stampaggio ad iniezione è diversa da quella della lavorazione CNC o dalle finiture superficiali di stampa 3D. Se in quest’ ultime due, la finitura superficiale viene eseguita dopo la lavorazione del pezzo, come un ulteriore fase, nella stampa a iniezione, la superficie dello stampo viene preparata in modo tale (texturing) che il pezzo finale risulti finito. Ad esempio, se il pezzo richiesto necessita di una finitura opaca, l’interno dello stampo viene strutturato in modo tale che il componente stampato risulti con finitura opaca. Ecco i fattori che decidono la finitura:
Miglioramento dell’estetica della parte
I disegnatori delle parti possono scegliere il texturing per differenti motivi estetici. Una texture liscia o opaca sulla superficie di un pezzo non solo ne migliora l’aspetto conferendogli le sembianze di un prodotto finito, ma nasconde anche le imperfezioni come linee di scorrimento, linee di giunzione, segni di avvallamento e di ombreggiatura provocati dallo stampaggio ad iniezione. Da un punto di vista commerciale, le parti con una buona finitura superficiale attraggono maggiormente il cliente.
Miglioramento della funzionalità della parte
La texture superficiale migliora la tenuta della vernice e di eventuali adesivi. Ad esempio, una parte con una texture opaca può facilmente trattenere la vernice per un tempo maggiore ed è anche ottima per l’applicazione di un’etichetta. Migliora anche l’aderenza del pezzo. Tramite la texturizzazione della superficie dello stampo, possiamo anche evitare difetti plastici come brevi scatti e flash. Uno stampo correttamente progettato e strutturato può anche aiutare nella fuoriuscita dei gas intrappolati.
Categorie di finitura superficiale
Esistono due categorie di finitura superficiale maggiormente popolari sul mercato:
SPI
La Society of Plastics Industry (SPI) ha stabilito diverse procedure di finitura standard che si traducono in diverse finiture superficiali delle parti. Lo stampo può essere texturizzato con macchine o lucidato manualmente. Queste procedure vengono spiegate nella tabella sottostante.

| Finitura SPI | Descrizione | Applicazioni | Rugosità superficiale (Ra µm) | Materiali adatti |
| A-1 | Grado #3, 6000 Finitura Diamond Buff | Parti altamente lucide | 0,012- 0,025 | Acrilico |
| A-2 | Grado #6, 3000 Finitura Diamond Buff | Parti altamente lucide | 0,025-0,05 | Acrilico, PC |
| A-3 | Grado #15, 1200 Finitura Diamond Buff | Parti medio-altamente lucide | 0,05-0,10 | ABS, Acrilico. PS, Nylon, PC |
| B-1 | 600 Finitura con carta vetrata | Parti mediamente lucide | 0,05-0,10 | ABS, Acrilico, PP. PS, HDPE, Nylon, PC |
| B-2 | 400 Finitura con carta vetrata | Parti mediamente lucide | 0,10- 0,15 | ABS, Acrilico, PP. PS, HDPE, Nylon, PC |
| B-3 | 320 Finitura con carta vetrata | Parti mediamente lucide | 0,28-0,32 | ABS, Acrilico, PP. PS, HDPE, Nylon |
| C-1 | 600 Finitura a pietra | Parti poco lucide | 0,35-0,40 | ABS, Acrilico, PP. PS, HDPE, Nylon, TPU |
| C-2 | 400 Finitura a pietra | Parti poco lucide | 0,45-0,55 | ABS, Acrilico, PP. PS, HDPE, Nylon, TPU |
| C-3 | 320 Finitura a pietra | Parti poco lucide | 0,63-0,70 | ABS, Acrilico, PP. PS, HDPE, Nylon, TPU |
| D-1 | Sabbiatura asciutta al vetro | Finitura satinata | 0,80-1,00 | ABS, PP. PS, HDPE, Nylon, PC, TPU |
| D-2 | Sabbiatura asciutta #240 Oxide | Finitura opaca | 1,00-2,80 | ABS, PP. PS, HDPE, Nylon, TPU |
| D-3 | Sabbiatura asciutta #24 Oxide | Finitura opaca | 3,20-18 | ABS, PP. PS, HDPE, Nylon, TPU |
VDI (STD)
La finitura superficiale VDI 3400 (comunemente nota come finitura superficiale VDI) si riferisce allo standard di texturizzazione dello stampo stabilito dalla Verein Deutscher Ingenieure (VDI), la Società degli Ingegneri Tedeschi. La finitura superficiale VDI 3400 viene processata principalmente dalla Electrical Discharge Machining (EDM) durante la lavorazione dello stampo. Potrebbe anche essere eseguita con il metodo di texturizzazione tradizionale (come nell’ SPI). Sebbene gli standard siano stabiliti dalla Società degli Ingegneri Tedeschi, viene comunemente utilizzata dai produttori di utensili di tutto il mondo, tra cui Nord America, Europa e Asia.

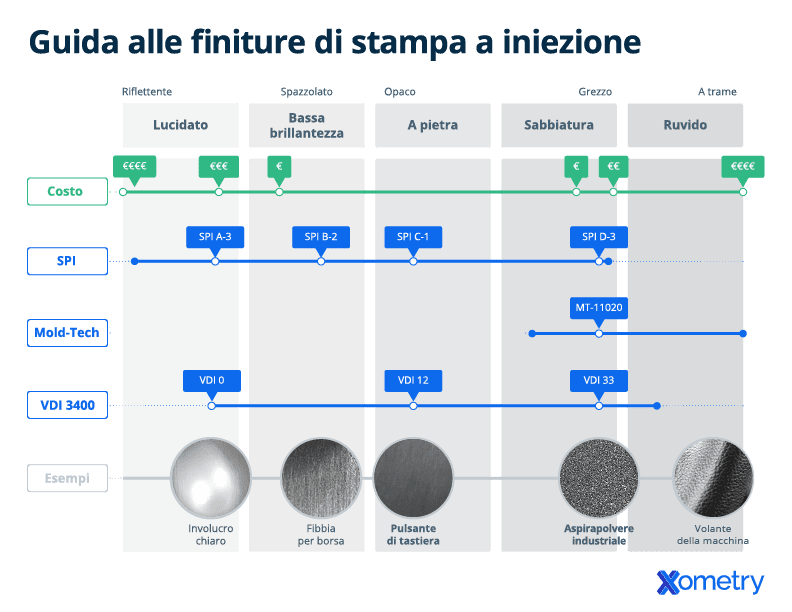
I valori VDI sono basati sulla rugosità superficiale. Dall’immagine, possiamo vedere diverse texture della finitura superficiale con diversi valori di rugosità superficiale.
| Valore VDI | Descrizione | Applicazioni | Rugosità superficiale (Ra µm) |
| 12 | 600 Finitura a pietra | Parti poco lucide | 0,40 |
| 15 | 400 Finitura a pietra | Parti poco lucide | 0,56 |
| 18 | Sabbiatura asciutta al vetro | Finitura satinata | 0,80 |
| 21 | Sabbiatura asciutta #240 Oxide | Finitura opaca | 1,12 |
| 24 | Sabbiatura asciutta #240 Oxide | Finitura opaca | 1,60 |
| 27 | Sabbiatura asciutta #240 Oxide | Finitura opaca | 2,24 |
| 30 | Sabbiatura asciutta #24 Oxide | Finitura opaca | 3,15 |
| 33 | Sabbiatura asciutta #24 Oxide | Finitura opaca | 4,50 |
| 36 | Sabbiatura asciutta #24 Oxide | Finitura opaca | 6,30 |
| 39 | Sabbiatura asciutta #24 Oxide | Finitura opaca | 9,00 |
| 42 | Sabbiatura asciutta #24 Oxide | Finitura opaca | 12,50 |
| 45 | Dry Blast # 24 Oxide | Finitura opaca | 18.00 |
Conclusione
Delle due categorie di finiture superficiali dello stampaggio a iniezione, le qualità SPI A e B sono considerate le più lucide con una rugosità superficiale molto bassa e sono più costose. Mentre, dal punto di vista della rugosità superficiale, il VDI 12, il VDI di qualità più elevata, equivale al grado SPI C.
Xometry offre finiture superficiali SPI e VDI per le parti di stampaggio a iniezione. I nostri esperti di stampaggio a iniezione di Xometry saranno lieti di consigliarvi ulteriormente sulle possibili opzioni. Non esitate a caricare il vostro progetto sul nostro motore di quotazione e vi invieremo un preventivo entro 48 ore.

