 Europa
Europa  United Kingdom
United Kingdom  Türkiye
Türkiye  USA & Canada
USA & Canada  Asia
Asia  الشرق الأوسط
الشرق الأوسط  Artículos
Artículos  Libros electrónicos y guías
Libros electrónicos y guías  Historias y casos de fabricación
Historias y casos de fabricación  Webinars
Webinars  Herramientas
Herramientas Las piezas de polímero producidas mediante moldeo por inyección suelen requerir acabados para su uso final. Hay una gran variedad de opciones de acabado superficial disponibles para el moldeo por inyección que influyen en la textura, el aspecto, el tacto y otras características de la superficie de las piezas.
No sólo desde el punto de vista del cliente, sino también desde la perspectiva de los diseñadores e ingenieros, es una consideración importante para el diseño, ya que es esencial para el diseño del molde.
Necesidad de acabados superficiales
La mayoría de los moldes están mecanizados en aluminio y/o acero y la pieza moldeada replicará hasta la más pequeña imperfección en las superficies del molde. Las marcas de mecanizado dejadas por las fresas se transferirán a la pieza moldeada si no se eliminan mediante el chorreado o el pulido.
En muchos casos, especialmente en el interior de una pieza que no es visible a simple vista, las marcas de mecanizado pueden quedar en el molde y no supondrán ninguna diferencia en la función o la estética de la pieza.
Sin embargo, las superficies visibles requieren un acabado adicional. Casi todos los moldes tienen algún grado de acabado, pero cuanto más pulido sea necesario, mayor será el coste del utillaje del molde y más tiempo se tardará en completarlo.

Factores principales que deciden el acabado de la superficie
El acabado superficial en el moldeo por inyección es diferente del acabado superficial en el mecanizado CNC o en la impresión 3D. Mientras que en estos dos últimos, el acabado superficial se realiza después de la fabricación de la pieza, como un paso más, en el primero, la propia superficie del molde se prepara de tal manera (texturización) que la pieza sale acabada.
Por ejemplo, si la pieza requerida necesita un acabado mate, el interior del molde se texturiza de tal manera que la pieza moldeada salga con acabado mate. Estos son los factores que deciden el acabado:
Aumentar el atractivo visual de la pieza
Los diseñadores de piezas pueden elegir el texturizado por varias razones estéticas. Una textura lisa o mate en la superficie de una pieza no sólo mejora el aspecto y da una apariencia de acabado, sino que también oculta las imperfecciones como las líneas de flujo, las líneas de punto, las marcas de hundimiento y las marcas de sombra que se producen como resultado del moldeo por inyección. Desde el punto de vista comercial, las piezas con un buen acabado superficial atraen al cliente.
Mejora de la funcionalidad de la pieza
El texturizado de la superficie mejora la adherencia de la pintura y de las pegatinas. Por ejemplo, una pieza con textura mate puede mantener fácilmente la pintura durante más tiempo e incluso es buena para pegar una etiqueta. También mejora el agarre de la pieza.
Al texturizar la superficie del molde, también podemos evitar los defectos del plástico, como el llenado incompleto y las rebabas. Un molde bien diseñado y texturizado también puede ayudar a evacuar de los gases atrapados.
Categorías de acabados para el moldeo por inyección
Hay dos categorías de acabado superficial más populares en el mercado:
SPI
La Sociedad de la Industria del Plástico (SPI por sus siglas en inglés) ha establecido varios procedimientos de acabado estándar que dan lugar a diferentes acabados superficiales de las piezas. El molde puede ser texturizado con máquinas o pulido manualmente. Se explican en la siguiente tabla.

| SPI finish | Descripción | Aplicaciones | Rugosidad de la superficie (Ra µm) | Materiales adecuados |
| A-1 | Grado #3, 6000, pulido con arena de diamante | Piezas muy pulidas | 0,012- 0,025 | Acrílico |
| A-2 | Grado #6, 3000, pulido con arena de diamante | Piezas muy pulidas | 0,025-0,05 | Acrílico, PC |
| A-3 | Grado #15, 1200, pulido con arena de diamante | Piezas de gran pulido | 0,05-0,10 | ABS, Acrílico. PS, Nylon, PC |
| B-1 | Papel de grano 600 | Piezas de pulido medio | 0,05-0,10 | ABS, Acrílico, PP. PS, HDPE, Nylon, PC |
| B-2 | Papel de grano 400 | Piezas de pulido medio | 0,10- 0,15 | ABS, Acrílico, PP. PS, HDPE, Nylon, PC |
| B-3 | Papel de grano 320 | Piezas de pulido medio bajo | 0,28-0,32 | ABS, Acrílico, PP. PS, HDPE, Nylon |
| C-1 | 600 Piedra | Piezas poco pulidas | 0,35-0,40 | ABS, Acrílico, PP. PS, HDPE, Nylon, TPU |
| C-2 | 400 Piedra | Piezas poco pulidas | 0,45-0,55 | ABS, Acrílico, PP. PS, HDPE, Nylon, TPU |
| C-3 | 320 Piedra | Piezas poco pulidas | 0,63-0,70 | ABS, Acrílico, PP. PS, HDPE, Nylon, TPU |
| D-1 | Chorro de vidrio en seco | Acabado satinado | 0,80-1,00 | ABS, PP. PS, HDPE, Nylon, PC, TPU |
| D-2 | Chorro seco #240 Óxido | Acabado opaco | 1,00-2,80 | ABS, PP. PS, HDPE, Nylon, PC, TPU |
| D-3 | Chorro seco #24 Óxido | Acabado opaco | 3,20-18 | ABS, PP. PS, HDPE, Nylon, TPU |
VDI (STD)
El acabado superficial VDI 3400 (comúnmente conocido como acabado superficial VDI) se refiere a la norma de textura de moldes establecida por Verein Deutscher Ingenieure (VDI), la Sociedad de Ingenieros Alemanes. El acabado superficial VDI 3400 se procesa principalmente mediante el mecanizado por descarga eléctrica (EDM) cuando se mecaniza el molde.
También puede realizarse mediante el método tradicional de texturización (como en SPI). Aunque las normas son establecidas por la Sociedad de Ingenieros Alemanes, se utilizan comúnmente entre los fabricantes de herramientas de todo el mundo, incluyendo América del Norte, Europa y Asia.

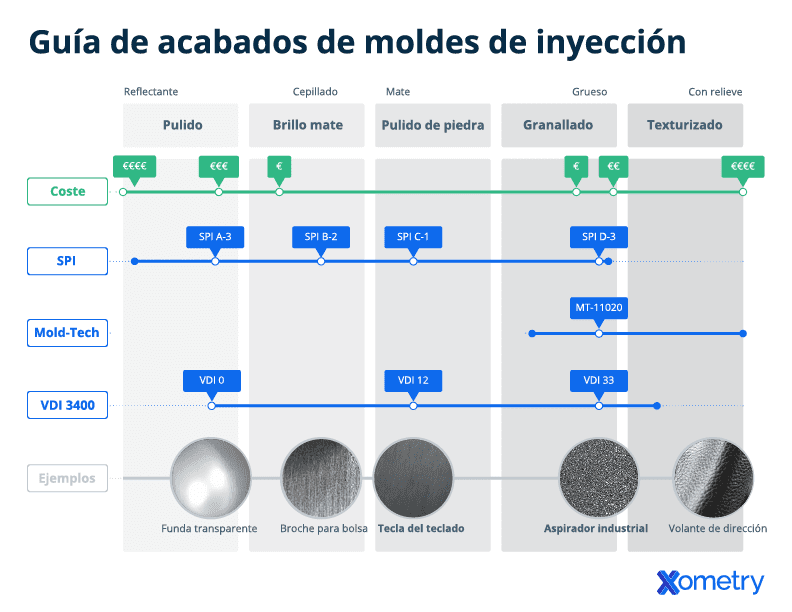
Los valores de VDI se basan en la rugosidad de la superficie. A partir de la imagen, vemos diferentes texturas del acabado superficial con valores variables de rugosidad superficial.
| Valor VDI | Descripción | Aplicaciones | Rugosidad superficial (Ra µm) |
| 12 | 600 Piedra | Piezas poco pulidas | 0.40 |
| 15 | 400 Piedra | Piezas poco pulidas | 0.56 |
| 18 | Chorro de vidrio en seco | Acabado satinado | 0.80 |
| 21 | Chorro seco # 240 Óxido | Acabado opaco | 1.12 |
| 24 | Chorro seco # 240 Óxido | Acabado opaco | 1.60 |
| 27 | Chorro seco # 240 Óxido | Acabado opaco | 2.24 |
| 30 | Chorro seco # 24 Óxido | Acabado opaco | 3.15 |
| 33 | Chorro seco # 24 Óxido | Acabado opaco | 4.50 |
| 36 | Chorro seco # 24 Óxido | Acabado opaco | 6.30 |
| 39 | Chorro seco # 24 Óxido | Acabado opaco | 9.00 |
| 42 | Chorro seco # 24 Óxido | Acabado opaco | 12.50 |
| 45 | Chorro seco # 24 Óxido | Acabado opaco | 18.00 |
Conclusión
De las dos categorías de acabados superficiales de moldeo por inyección, los grados SPI A y B se consideran los más suaves, con una rugosidad superficial muy baja, y son más caros. Mientras que, desde el punto de vista de la rugosidad superficial, el VDI 12, el de mayor calidad, equivale al grado SPI C.
Xometry ofrece acabados superficiales SPI y VDI para piezas de moldeo por inyección. Nuestros expertos en moldeo por inyección de Xometry estarán encantados de asesorarle sobre las posibles opciones. No dude en subir su diseño en nuestro generador de presupuestos y le haremos llegar un presupuesto en 48 horas.

